Ursachenanalysen ergaben, dass bei über 80 % aller Qualitätsmängel von Wärmeunterbrechungsstreifen in der gesamten Branche‑ darunter Innenblasen, Endflächenporosität, Risse bei der Montage, Langzeitverformungen, Ausfälle durch thermische Alterung und instabile Abmessungen‑ die Ursache in unzureichenden Trocknungsverfahren liegt. Viele Hersteller konzentrieren sich nur auf sichtbare Arbeitsschritte wie Extrudieren, Formen und Zuschneiden, vernachlässigen aber den verborgenen Vorbereitungsschritt des Trocknens. Sie gehen davon aus, dass ein geringer Feuchtigkeitsgehalt die Produkteigenschaften nicht beeinträchtigt. Tatsächlich führt unzureichendes Trocknen von PA66‑Wärmeunterbrechungsstreifen zu irreversiblen herstellungsbedingten Defekten. Es schädigt die Materialeigenschaften durch innere Strukturprobleme und löst aufeinanderfolgende versteckte Probleme bei Tür‑ und Fensterprojekten aus. Diese Ausarbeitung erläutert unterschiedliche durch mangelhaftes Trocknen verursachte Fehler, erhebliche Nachteile für Türen und Fenster sowie durchgängige Lösungen für eine verfeinerte Trocknungssteuerung und liefert praktische Hinweise zur Prozessverbesserung und Verlustminderung innerhalb der Branche.
I. Vier typische Produktdefekte aufgrund unzureichenden Trocknens
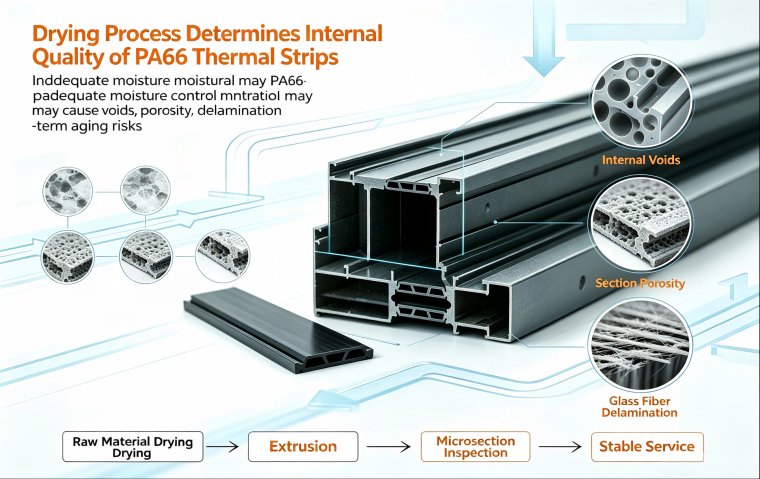
Defekte durch Innenblasen und mikroporöse Strukturen
Bei unvollständiger Entfeuchtung des Ausgangsmaterials verdampft die Restfeuchte sofort bei der Heißextrusion über 260 °C. Im Schmelzmaterial entstehen zahlreiche winzige Poren und Hohlräume. Diese dicht verteilten Poren sind äußerlich nicht sichtbar. Die porösen Strukturen lassen sich erst nach dem Anschneiden erkennen und senken unmittelbar die Materialdichte sowie die strukturelle Festigkeit.
Defekte durch ungleichmäßige Schmelzvermischung und Materialdelaminierung
Feuchtes Ausgangsmaterial stört den Schmelzzustand der PA66‑Harze und schwächt die Haftung zwischen Harz und Glasfaser. Es entstehen örtliche Glasfaseransammlungen, Ablösungen des Harzes sowie Materialschichttrennungen, wodurch verborgene Einschlussfehler auftreten. Nach einer Kalzinierung treten häufig Vergilbungen der Glasfasern und Verunreinigungen auf, wodurch die Materialreinheit deutlich sinkt.
Defekte der Oberflächenqualität und Maßgenauigkeit
Unzureichendes Trocknen führt zu schwankendem Schmelzdruck und einer unstabilen Extrusionsgeschwindigkeit. Die extrudierten Profile erhalten raue Oberflächen, Einbuchtungen, Wasserstreifen und wellige Strukturen. Gleichzeitig überschreiten Abweichungen bei Geradheit, Verwindung und Querschnittsdicke die Grenzwerte der Normen. Eine schlechte Maßkonsistenz zwischen den Produktionschargen verhindert eine passgenaue Montage der Streifen.
Defekte durch Leistungsabnahme und Witterungsbeständigkeit
Im Material eingeschlossene Feuchte löst während einer langfristigen Nutzung ständig eine molekulare Hydrolyse‑Alterung aus. Die Wärmeunterbrechungsstreifen verlieren ihre Zähigkeit, werden spröde und verlieren stark ihre Beständigkeit gegen thermische Alterung. Fehler wie Versprödung, Zerfall und Rissbildung treten schon nach kurzer Einsatzdauer auf.
II. Erhebliche Gefahren für Tür‑ und Fensterprojekte durch trocknungsbedingte Defekte
Erstens entstehen ausgeprägte Risiken für die strukturelle Sicherheit. Ein poröser Innerbereich der Wärmeunterbrechungsstreifen senkt ihre Zug‑, Windlast‑ und Verformungsfestigkeit drastisch. Bei langfristiger Belastung von großflächigen Türen und Fenstern in Hochhäusern treten sehr wahrscheinlich Teilbrüche, Profilverformungen und lockere Flügel auf, wodurch die strukturelle Stabilität erheblich beeinträchtigt wird.
Zweitens gehen die energiesparenden Eigenschaften und die Dichtwirkung verloren. Interne Mikroporen bilden unsichtbare Wege für die Luftkonvektion und erhöhen den Wärmeleitkoeffizienten deutlich. Dadurch verlieren die Streifen ihre Funktion zur Unterbrechung von Wärmebrücken. Die Fenster erfüllen dann weder die Wärmedämmnormen noch bestehen sie die Energieprüfungen. Zusätzlich führen Maßabweichungen und unebene Oberflächen zu einem schlechten Sitz zwischen den Profilen. Langfristig entstehen Luft‑ und Wasserleckagen sowie ein nachlassender Schallschutz.
Drittens treten häufig langfristige Probleme im Kundendienst auf. Die durch ungeeignetes Trocknen verursachte hydrolytische Alterung entwickelt sich schleichend. Nach 3‑5 Jahren Einsatz treten vermehrt Risse, Schrumpfung, Verformungen und Versagen der Abdichtung auf. Nachbesserungen und Wartungen verursachen hohe Kosten und zahlreiche Beschwerden aus Bauprojekten, wodurch das Ansehen von Tür‑ und Fensterherstellern stark geschädigt wird.
III. Übersicht über verbreitete nicht normgerechte Arbeitsweisen bei Trocknungsverfahren der Branche
Erstens wird die Trocknungstemperatur willkürlich eingestellt. Eine zu niedrige Temperatur führt zu einer unvollständigen Entfernung der Feuchte, wohingegen eine überhöhte Temperatur eine oxidative Degradation der Ausgangsstoffe verursacht.
Zweitens verkürzt man die Trocknungsdauer. Die Hersteller senken die Trocknungszeit zur Erhöhung der Produktionsmenge, sodass das Material oberflächlich trocken, im Inneren aber weiterhin feucht bleibt.
Drittens werden minderwertige Geräte eingesetzt. Ohne ein entfeuchtendes Kreislaufsystem kann ein herkömmliches Heißluft‑Trocknen die tief gebundene Restfeuchte nicht beseitigen.
Viertens liegen bereits getrocknete Ausgangsstoffe lange Zeit der Umgebungsluft aus. Die neu aufgenommene Feuchte wird durch eine Nachbearbeitung nicht wieder entfernt.
Fünftens werden recycelte und feuchte Materialien unmittelbar der Fertigung zugeführt, ohne die Trocknungszeit zu verlängern, was zu einer Massenproduktion fehlerhafter Produkte führt.
IV. Verfeinerte Präventions‑ und Prozessoptimierungslösungen für das Trocknungsverfahren von Wärmeunterbrechungsstreifen
Geräteupgrade: Ersetzen des einfachen Heißlufttrocknens durch ein geschlossenes Kreislauf‑Entfeuchtungs‑ und Trocknungssystem mit konstanter Temperatur und konstantem Luftstrom. Der Temperaturbereich wird präzise auf 90–110 °C geregelt, um tiefe Innenfeuchte vollständig zu verdampfen und den Feuchtigkeitsgehalt des Ausgangsmaterials auf ≤ 0,1 % zu stabilisieren.
Prozessoptimierung: Umsetzung einer klassifizierten Trocknungsdauerverwaltung für Neuware, feuchte Materialien und Recyclingmaterialien mit individuell angepassten Zeiten, um starre, einheitliche Prozessstandards zu vermeiden. Die Schichtdicke und schichtweise Anordnung des Materials werden streng reguliert, um eine gleichmäßige Eindringung des Heißluftstroms sicherzustellen und lokale entfeuchtungsfreie Totzonen zu beseitigen. Getrocknete Materialien werden luftdicht und wärmeisoliert gelagert, um eine sekundäre Feuchteaufnahme zu verhindern.
Verbesserung der Qualitätskontrolle: Aufbau eines vollständigen Prüfverfahrens für den Trocknungsprozess. Vor jeder Produktionscharge erfolgt eine Feuchtigkeitsgehaltsprüfung des Ausgangsmaterials. Zusätzlich werden stichprobenartige Schnittprüfungen zur Kontrolle der inneren Verdichtung durchgeführt, um Poren‑ und Porositätsdefekte auszuschließen. Kalzinierungsprüfungen dienen zur weiteren Überprüfung der Materialstabilität, sodass unzureichend getrocknete Materialien nicht in die Produktion gelangen.
V. Branchenweiter Wert einer strengen Steuerung des Trocknungsprozesses für die Qualitätsverbesserung
Eine verfeinerte Steuerung des Trocknungsprozesses stellt eine entscheidende Weiterentwicklung dar: Dadurch werden Wärmeunterbrechungsstreifen von bloß funktionsfähigen Produkten zu Hochleistungskomponenten mit hoher Langlebigkeit. Das Beheben von Schwächen bei der Trocknungstechnik ermöglicht die vollständige Beseitigung grundlegender Fehler wie Porosität, Blasenbildung, Verformungen und Alterungserscheinungen. Es verbessert deutlich die Chargenkonstanz, strukturelle Sicherheit und langfristige Witterungsbeständigkeit der Wärmeunterbrechungsstreifen, hilft Tür‑ und Fensterunternehmen, Kundendienstrisiken einzudämmen sowie die Projektqualität zu erhöhen und treibt die Standardisierung und verfeinerte Weiterentwicklung der branchenüblichen Fertigungsverfahren voran.
Fazit
Obwohl der Trocknungsprozess wie ein einfacher Vorbereitungsschritt vor der Fertigung erscheint, ist er der zentrale Faktor für die interne Qualität von Wärmeunterbrechungsstreifen und die grundlegende Absicherung gegen verborgene Defekte. Die meisten Qualitätsprobleme innerhalb der Branche gehen auf versteckte Risiken wie Blasen, Porosität, Alterung und Verformungen zurück, die durch ein nicht normgerechtes Trocknen entstehen. Die Standardisierung der Trocknungsparameter, eine Optimierung der Abläufe sowie strenge Qualitätskontrollen beim Trocknen als erste Fertigungsprüfstelle verbessern grundlegend die Gesamtqualität von PA66‑Wärmeunterbrechungsstreifen und gewährleisten einen sicheren, energieeffizienten, langfristig zuverlässigen Einsatz von Aluminium‑Türen und‑Fenstern mit Wärmebrückenunterbrechung.